|
|
Каскад, универсальный оцилиндровочный станок модульного типа
Оцилиндровочный станок КБ-4 Каскад предназначен для обработки бревен, применяемых при изготовлении срубов. Станок позволяет оцилиндровать бревно, выбрать продольный (полукруглый, лунный) паз, выбрать монтажные чаши (опция), прострогать плоскую поверхность, выполнить компенсационный пропил, а также, возможно изготовление профилирование бревна (при комплектации инструментом). Семейство оцилиндровочных станков Каскад является результатом кропотливой работы по совершенствованию оцилиндровочных станков позиционного типа. В этой работе мы прошли большой путь от первых экспериментальных изделий до серийно выпускаемого, опробованного на десятках производств, сертифицированного комплекса оцилиндровочного оборудования, который по праву занимает лидирующие позиции на российском рынке.
Внимание!
Сроки изготовления оборудования в рабочих днях.
Выполняемые операции на оцилиндровочном станке КБ-4 Каскад
- Оцилиндровка бревен.
- Выборка монтажного полукруглого паза.
- Изготовление профилированного бревна (при комплектации инструментом).
- Плоская поверхность.
- Компенсационный пропил.
- Выборка монтажной чаши (опция).
Преимущества и особенности оцилиндровочного станка Каскад
- Оцилиндровка бревна за один проход.
- Выборка продольного паза обратным ходом каретки.
- Плавная регулировка скорости подачи каретки с возможностью установки системы автоматического задания скорости обработки (ЧПУ А1 Обратная связь).
- Возможность изготовления бруса со сложными профильными пазами (при соответствующей комплектации инструментом).
- Точность изготовления оцилиндрованного бревна - 1 мм.
- Большой ресурс инструмента. Фрезы черновой обработки со сменными ножами. Ножи для всех фрез изготавливаются из высококачественной инструментальной быстрорежущей стали Р6М5.
- Возможность комплектации системой автоматического зажима бревна "в центрах", транспортером для удаления опилок, системой подачи бревен с эстакады на станок.
- Разборная станина. Небольшие транспортные габариты и масса станка.
- Доступные и недорогие комплектующие.
- Хорошая проработанность и простота конструкции делают станки Каскад удобными в эксплуатации, не требующими дорогостоящего обслуживания.
Конструктивные решения оцилиндровочного станка КБ-4 Каскад
- Позиционный принцип обработки, который обладает рядом существенных преимуществ, по сравнению с другими подходами, использующимися при конструировании станков для оцилиндровки бревен.
- Принцип разделения операций на различные инструменты, так как лучше всего технологическая операция будет выполнена именно специализированным для этой операции инструментом.
- Компоновочная схема станков Каскад построена таким образом, что в процессе работы нет необходимости передвигать и перенастраивать рабочий инструмент. Инструмент ставится "в размер" один раз, и больше перенастроек не требуется.
- Станки Каскад делаются по модульной схеме. Это означает, что используя одни и те же элементы мы можем производить станки, по-разному укомплектованные для решения различных задач (оцилиндровка тонкомера, черновая оцилиндровка, обдирка, изготовление конуса, изготовление декоративных изделий, обработка бревен большого диаметра и т.д.)
Инструмент оцилиндровочного станка
Особенностью станков серии Каскад является использования отдельного инструмента для каждой операции, который в процессе работы в рамках номенклатуры одного размера не нужно передвигать и настраивать.
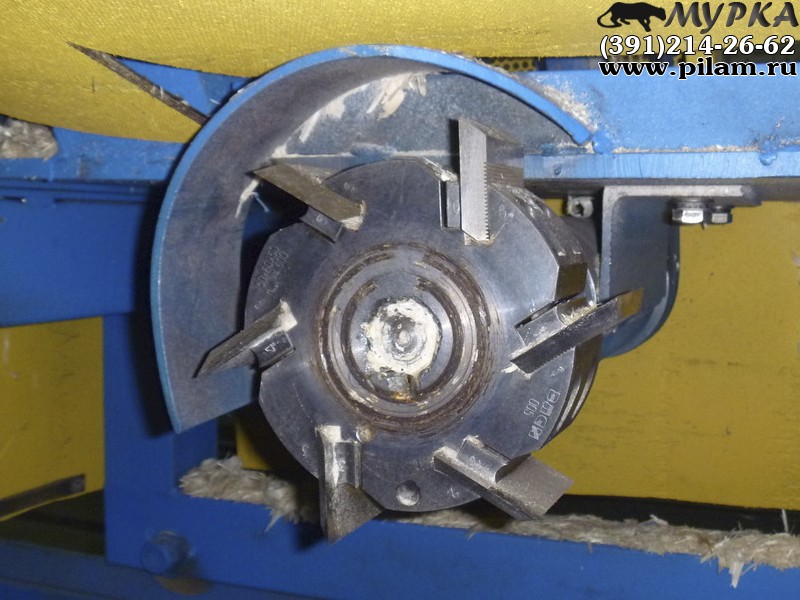
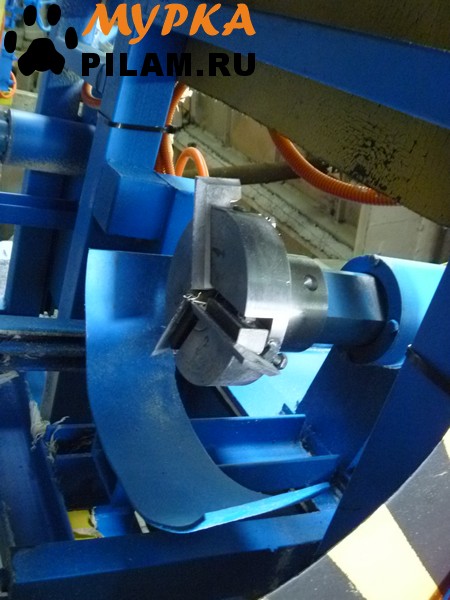
В качестве инструментов для оцилиндровки используются фрезы специальной конструкции - "Черновая" и "Чистовая", установленные последовательно. Совместная одновременная работа этих фрез обеспечивает стабильный съем до 80 мм по радиусу бревна и высокое качество получаемой поверхности. Конструкция фрез, обеспечивает оптимальный режим обработки древесины. Ножи входят в дерево под углом не более 5 градусов к направлению волокон, что обеспечивает "мягкий" ход инструмента, резко снижает необходимую мощность фрезерного узла, сводит к минимуму вибрации. Для черновой фрезы используются бланкетные ножи с рифлением, для чистовой - прямые ножи 90х40 мм.
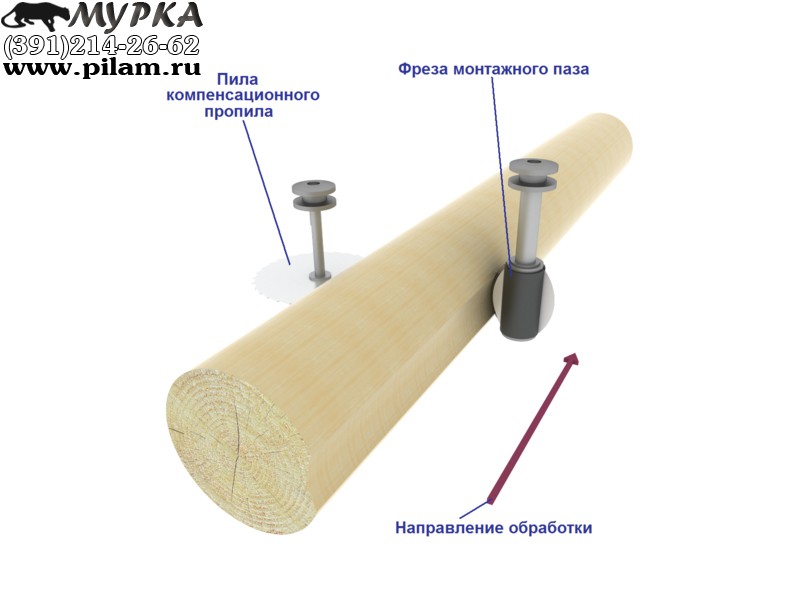
После окончания оцилиндровки, оцилиндровочная каретка автоматический соединяется с кареткой продольной обработки, на которой в базовой комплектации установлены шпиндели продольного паза и компенсационного пропила. Данные узлы к моменту соединения кареток уже настроены на необходимую глубину обработки. Обратным ходом выбирается паз и делается пропил. Радиус паза задается использованием специальных радиусных ножей. Рекомендуемый радиус паза равен радиусу бревна минус 10 мм. Для компенсационного пропила используется дисковая пила d=350 мм с твердосплавными напайками. Рекомендуемая глубина пропила 30 - 40 мм.
Опционально на каретке продольной обработки может быть так же установлен дополнительный шпиндель продольной обработки, который используют обычно для обработки бревна на плоскость, либо (при комплектации соответствующими ножами) для фигурной обработки.
Опционально на каретке продольной обработки станка Каскад может быть установлен шпиндель выборки монтажных чаш. Используя чашкорезные фрезы различного диаметра на станке можно выбирать чашки диаметром до 320 мм.
Ножи во всех фрезах съемные, что делает ресурс фрез практически неограниченным. Затупившиеся ножи снимаются и затачиваются на заточном станке нашего производства, плоскошлифовальном станке с магнитным креплением (имеется на любом инструментальном участке) или вручную. Бланкетные ножи для черновой фрезы, прямые ножи для чистовой фрезы и радиусные ножи для фрезы монтажного паза можно затачивать на станке ТЧР-2. Пилу компенсационного пропила можно точить на станке ТЧР-4. После установки ножей фрезы необходимо отрегулировать. Процедура подготовки инструмента обычно занимает не больше часа. Идеальный режим - подготовка инструмента один раз за смену. Ножи изготавливаются из качественной инструментальной стали на специализированном производстве. Одним комплектом ножей при интенсивном использовании можно пользоваться полгода и больше.
Рекомендуем приобрести дополнительно
Дополнительно к базовой комплектации приобретаются дополнительно:
- Длина обрабатываемой заготовки. При необходимости обрабатывать бревна длиной более 8,5 м, станина удлиняется под бревно 10,5 м. Если планируется обработка только бревен, не превышающих по длине 6,5 м - станину можно укоротить.
- Параметры основного двигателя. Мощность основного двигателя (шпинделя черновой обработки) в базовой комплектации является оптимальной исходя из соотношения производительность/энергопотребление/стоимость. Однако, если вы хотите иметь дополнительный запас по мощности, чтобы несколько повысить потенциальную производительность станка, можно установить более мощный основной двигатель. Если же у вас имеются определенные ограничения по пусковому току, то можно установить двигатель меньшей мощности, который позволит (с некоторым снижением производительности) работать в условиях ограниченности электрических ресурсов.
- Электромеханический зажим бревна. Позволяет быстро и без физических усилий зафиксировать заготовку на станке.
- Транспортер для удаления опилок из-под станка. Позволяет нажатием одной кнопки вынести накопившиеся опилки из-под станины станка в переднюю, или заднюю часть станины, туда, откуда ее удаление будет более удобным. Таким образом, существенно экономиться время и повышается производительность.
- Модуль ЧПУ "А1". В режиме реального времени автоматически определяет нагрузку, действующую на инструмент и, в соответствии с полученными данными, регулирует скорость обработки. При фиксированной мощности двигателя фрезы максимальный объем снимаемой древесины ограничен. Следовательно, чем больше толщина снимаемого слоя, тем меньше должна быть скорость обработки. Оцилиндровочные станки, оборудованные приводом подачи оцилиндровочной каретки с возможностью плавной регулировки скорости, позволяют оператору управлять скоростью обработки в зависимости от того, какой толщины слой древесины необходимо в данный момент снимать. Но оператор объективно не может абсолютно точно выдерживать оптимальную скорость обработки. В какие-то моменты времени скорость будет выше, а в какие-то ниже максимально допустимой скорости. При скорости ниже оптимальной станок работает ниже своих возможностей, не делает тот объем работы, который мог бы делать. При скорости выше максимальной, возникает перегрузка, которая переводит станок в "экстремальный" режим, что отрицательно сказывается на ресурсе основных составляющих (двигатели, шпинделя, элементы привода подачи и электрических схем). Блок системы управления Модуль А1 позволяет отслеживать текущую нагрузку на двигатель черновой фрезы и в зависимости от нее автоматически изменять скорость подачи оцилиндровочной каретки. Использование данного блока является самым малозатратным способом повысить производительность станка без увеличения энергопотребления. Кроме того, использование данного блока исключает возможность возникновения экстремальных перегрузок, что увеличивает ресурс станка и уменьшает вероятность нештатных ситуаций. Блок управления Модуль А1 является отключаемым, т.е. оператор может в любой момент отключить систему автоматической обратной связи и продолжить обработку в ручном режиме. Данная система так же может быть установлена на любые станки, в которых управление скоростью обработки осуществляется с помощью частотных преобразователей, в том числе, на станки ранее выпущенные нашим предприятием.
- Разметочный стол с системой подачи бревна. Данная опция позволяет кардинально повысить производительность станка. Пока идет оцилиндровка следующее бревно на разметочном столе по специальным лазерным меткам позиционируется нужным образом относительно "центров" станка. После того, как предыдущее уже обработанное бревно снимается, следующее остается только подать в станок и зажать в его "центрах". Это можно делать буквально с закрытыми глазами, никуда целиться, искать центры в торцах бревна, выравнивать его уже не нужно. Таким образом, одна из самых трудоемких операций - установка бревна занимает (вместо обычных 6-7 минут) не более 2 минут! Станок практический не простаивает. Разметочный стол и система подачи могут быть дополнены системой съема бревна - дополнительной кареткой, которая вывозит готовое оцилиндрованное бревно из станка. Это позволит еще в большей степени облегчить и ускорить процесс установки/съема бревен.
- Узел фрезерования плоскости. Устанавливается отдельный независимый шпиндель, который позволяет профрезеровать плоскость на поверхности бревна, либо (при комплектации соответствующим инструментом) произвести фигурную обработку бревна.
- Чашкорезный узел. На каретку продольной обработки устанавливается дополнительный шпиндель для выборки монтажных чаш под углом 90 градусов к оси бревна. Привод по горизонтали (поперек бревна) - ручной, рабочий ход по вертикали - электромеханический. По умолчанию комплектуется двухножевыми чашкорезными фрезами на диаметр чашек от 180 до 280 мм и ножами к ним. При соответствующей доплате может комплектоваться трехножевыми чашкорезными фрезами, которые обладают более мягким и уверенным рабочим ходом, а так же более длинным интервалом работы между переточками ножей.
- Комплекты радиусных ножей в "базе". В базовую комплектацию входит комплект радиусных ножей Базовый Каскад, он позволяет делать монтажный паз в бревнах диаметром от 180 до 280 мм. Ножами R=80мм делается паз в бревнах диаметром 90 мм и (допускается) 100 мм, ножами R=100мм делается паз в бревнах диаметром 220 мм и (допускается) 240 мм и т. д. Можно выбрать другой комплект: Расширенный Каскад включает в себя по 1 комплекту ножей на КАЖДЫЙ диаметр бревен от 180 до 280 мм. Оптимальным комплектом можно делать монтажный паз в бревнах диаметром от 180 до 320 мм, при этом он позволяет сэкономить т.к. включает в себя радиусы ножей через размер. "Полный" включает все возможные размеры ножей для паза в бревнах диаметром от 180 до 320 мм. Либо можно совсем отказаться от радиусных ножей, включенных в базовую комплектацию и по одному комплекту подобрать необходимый набор.
- Секционность станины. При заказе можно ограничить максимальную длину одной секции станины станка для того, чтобы его можно было перевезти определенным автотранспортом или ж/д контейнером.
| Технические характеристики |
КБС КБ-4 Каскад |
| Характеристики обрабатываемого материала |
|
| *Максимальный диаметр калибруемого бревна, мм |
560 |
| **Диаметр оцилиндрованного бревна, мм |
120-360 |
| Длина бревна, мм |
500-8500 (6500, 10500) |
| Максимальная толщина срезаемого за один проход слоя (по радиусу бревна), мм |
80 |
| Максимальный диаметр вырезаемой чашки (под прямым углом), мм |
- (320) |
| ***Стандартный набор диаметров чашек, мм |
- (180, 200, 220, 240, 260, 280) |
| Суммарная установленная мощность, кВт |
30,95 (53,2) |
| Максимальная потребляемая мощность, кВт |
23,25 (32,45) |
| Количество электродвигателей, шт |
6 (11) |
| Мощность привода черновой фрезы, кВт |
15 (11, 18,5, 22) |
| Частота вращения черновой фрезы, об/мин |
4000 |
| Мощность привода универсальной фрезы, кВт |
5,5 |
| Частота вращения фрезы, об/мин |
4000 |
| Мощность привода продольной (пазовой) фрезы, кВт |
5,5 |
| Частота вращения продольной фрезы, об/мин |
3000 |
| Мощность привода компенсационного пропила, кВт |
2,2 |
| Диаметр дисковой пилы, мм |
315 |
| Частота вращения дисковой пилы, об/мин |
3000 |
| Мощность привода продольной подачи каретки, кВт |
0,55 |
| Скорость продольной подачи каретки, м/мин |
0-20 |
| Мощность привода вращения бревна, кВт |
2,2 |
| Скорость вращения бревна, об/мин |
20, 40, 60 |
| Мощность привода электромеханического зажима бревна на задней бабке, кВт |
- (1,5) |
| Мощность привода транспортера для удаления стружки, кВт |
- (2,2) |
| Мощность привода фрезерования плоскости, кВт |
- (5,5) |
| Частота вращения фрезерования плоскости, об/мин |
- (3000) |
| Мощность привода выборки монтажных чаш, кВт |
- (7,5) |
| Частота вращения выборки монтажных чаш, об/мин |
- (4000) |
| Мощность привода вертикального перемещения фрезы, кВт |
- (0,55) |
| Напряжение питания, В |
380 |
| Габаритные размеры, мм |
|
| Длина |
12170 (14200) |
| Ширина |
1890 |
| Высота |
1260 (2300) |
| Масса, кг |
2300 (3000) |
* - максимальный диаметр с учетом кривизны бревна (диаметр описываемый крайними точками бревна во время вращения).
** - минимальный диаметр оцилиндрованного бревна с монтажным пазом при использовании стандартных зажимов бревна - 200 мм. В комплекте со станком идут дополнительные более тонкие и длинные "центра", позволяющие получать тонкомер диаметром от 80 мм без продольного паза, либо с пазом, но последующей торцовкой бревна, либо от 120 мм с пазом по всей длине. Рекомендуемый максимальный диаметр готового изделия для данного типа станков - 350 мм.
*** - при установленной опции "Чашкорезный узел".
Комплект поставки
В базовой комплектации оцилиндровочный станок поставляется:
1. Станина разборная под бревно 8,5 м.
2. Передняя бабка с 3-х скоростным приводом вращения бревна и 8-и позиционным фиксатором.
3. Задняя бабка передвижная, зажимной винт с ручным приводом.
4. Встроенные механические подъемники для установки бревна "в центра".
5. Каретка оцилиндровочная с выносным пультом управления:
- Подача каретки: электромеханическая с плавно регулируемой скоростью.
- Привод горизонтального позиционирования шпинделей (фрез): ручной.
- Шпиндель черновой обработки с приводом мощностью 15 кВт.
- Шпиндель чистовой с приводом мощностью 5,5 кВт.
- Люнет для предотвращения вибрации бревна.
6. Каретка продольной обработки:
- Привод горизонтального позиционирования шпинделей: ручной.
- Шпиндель продольной (пазовой) обработки с приводом мощностью 5,5 кВт.
- Узел компенсационного пропила с приводом мощностью 2,2 кВт.
7. Выполняемые операции: оцилиндровка, продольный (монтажный) паз, компенсационный пропил, плоскость (чистовой фрезой).
8. Комплект инструмента:
- Фреза черновая (восьминожевая, диаметр 200 мм): 1 шт.
- Фреза чистовая (трехножевая, диаметр 150 мм): 1 шт.
- Фреза продольной обработки (монтажного паза, двухножевая): 1 шт.
- Ножи для черновой фрезы: 1 комплект (8 шт).
- Ножи для чистовой фрезы: 90х40 мм - 1 комплект (3 шт).
- Ножи для фрезы монтажного паза радиусные: R=80 мм, R=100 мм, R=120 мм по 1 комплекту (по 2 шт).
- Пила дисковая, d=315 мм - 1 шт.
9. Дополнительные "центра" для обработки тонкомера.
Для монтажа специальной квалификации не требуется.
Производительность
При минимальных требованиях к сортировке бревна (толщина снимаемого слоя не превышает 80 мм по диаметру) и правильной организации труда на участке производительность оцилиндровочных станков серии Каскад составляет 25-30 бревен за смену. При более качественном отборе бревен под оцилиндровку производительность повышается. Более подробно, в среднем, производительность в смену 8 часов составляет:
1. Только оцилиндровка.
- Оцилиндровка бревна длиной 6 м: 5-7 минут.
- Установка/съем бревна: 4-5 минут.
- Итого, на одно бревно: 9-12 минут.
- Производительность в п/м: 240-320 п/м.
- Производительность в куб/м, (диаметр 200 мм): 7,5 - 10,0 куб/м в смену.
- Производительность в куб/м, (диаметр 240 мм): 10,8 - 14,5 куб/м в смену.
2. Оцилиндровка и продольный паз
- Оцилиндровка бревна длиной 6 м: 5-7 минут.
- Выборка продольного паза: 2 минуты.
- Установка/съем бревна: 4-5 минут.
- Итого, на одно бревно: 11-14 минут.
- Производительность в п/м: 206 - 262 п/м.
- Производительность в куб/м, (диаметр 200 мм): 6,5 - 8,2 куб/м в смену.
- Производительность в куб/м, (диаметр 240 мм): 9,3 - 11,8 куб/м в смену.
3. Полная обработка
- Оцилиндровка бревна длиной 6 м: 5-7 минут.
- Выборка продольного паза: 2 минуты.
- Выборка двух венцовых чаш: 4 минуты.
- Установка/съем бревна: 4-5 минут.
- Итого, на одно бревно: 15-18 минут.
- Производительность в п/м: 160-192 п/м.
- Производительность в куб/м, (диаметр 200 мм): 5,0 - 6,0 куб/м в смену.
- Производительность в куб/м, (диаметр 240 мм): 7,2 - 8,7 куб/м в смену.
#Станки_Мурка станки для оцилиндровки бревна видео Gaplinding machines video logs #станки_для_оцилиндровки_бревна_видео #Gaplinding_machines_video_logs
#Станки_Мурка оцилиндровка станок цена Oscilinding machine price #оцилиндровка_станок_цена #Oscilinding_machine_price
#Станки_Мурка станки для оцилиндровки бревна видео Gaplinding machines video logs #станки_для_оцилиндровки_бревна_видео #Gaplinding_machines_video_logs оцилиндровка станок цена Oscilinding machine price #оцилиндровка_станок_цена #Oscilinding_machine_price
| № |
Наименование места |
Длина, м |
Ширина, м |
Высота, м |
Масса, кг |
Объем, м³ |
|
|
|
|
∑: |
2300 |
9.69 |
| 1 |
Пильный блок 1 |
1 |
1.89 |
0.9 |
800 |
1.7009999999999998 |
| 2 |
Пильный блок 2 |
1 |
1.89 |
0.8 |
800 |
1.512 |
| 3 |
Рельсовый путь |
3 |
1.2 |
1.8 |
700 |
6.4799999999999995 |
|
Срок поставки: 40-51 рабочих дней
(г. Ижевск)
|
С этим товаром покупают:
|