|
|
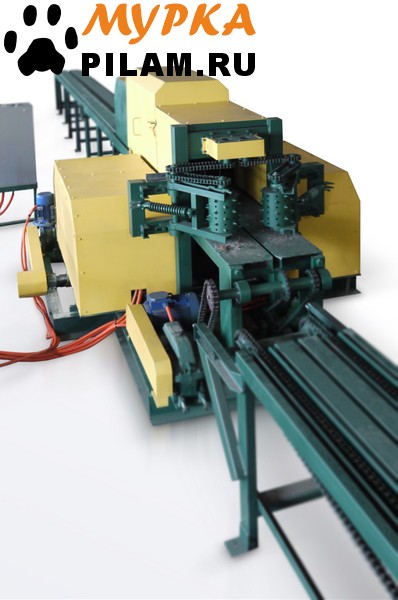
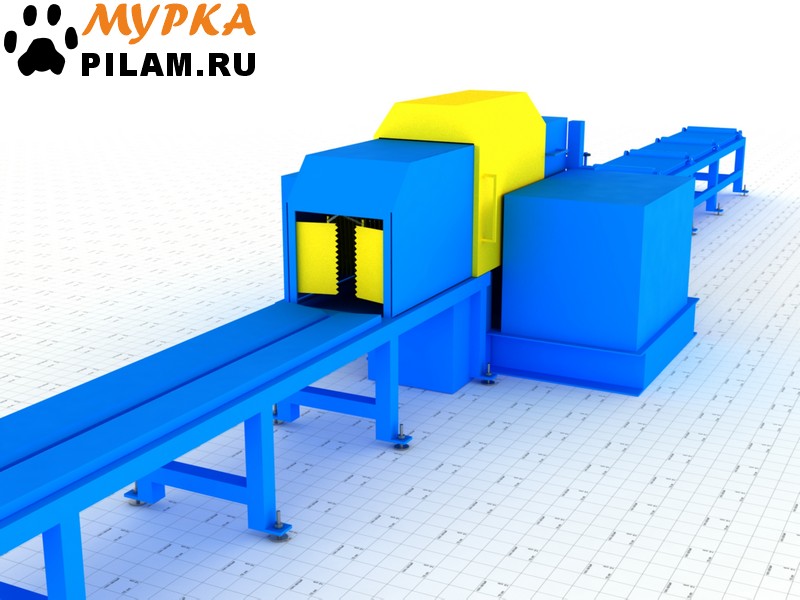
Вепрь 700М, с быстрой регулировкой расстояния между пилами
Дисковый брусующий (брусовальный) станок Вепрь 700М предназначен для распиловки в поточном режиме круглого леса на лафет и необрезную доску. Максимальный диаметр распиливаемой древесины - 250-320 мм, зависит от диаметра установленных пил.
Внимание!
Сроки изготовления оборудования в рабочих днях.
Особенности брусующего станка Вепрь 700М
- На брусовальном станке Вепрь 700М могут быть установлены дисковые пилы диаметром от 700 до 900 мм, что существенно влияет на максимальный диаметр распиливаемого бревна.
- Мощность установленных двигателей может быть определена при заказе и зависит от таких параметров как количество и диаметр устанавливаемых пил, а так же желаемой скорости распиловки. В базовой комплектации предлагаются двигатели мощностью 2х22 кВт. При пилении станок потребляет не всю номинальную мощность установленных двигателей, а мощность, соответствующую нагрузке.
- Станок в зависимости от мощности установленных двигателей позволяет перерабатывать от 35 до 150 и более кубических метров пиловочника в смену и является основой высокопроизводительной линии по производству пиломатериалов из тонкомерной древесины.
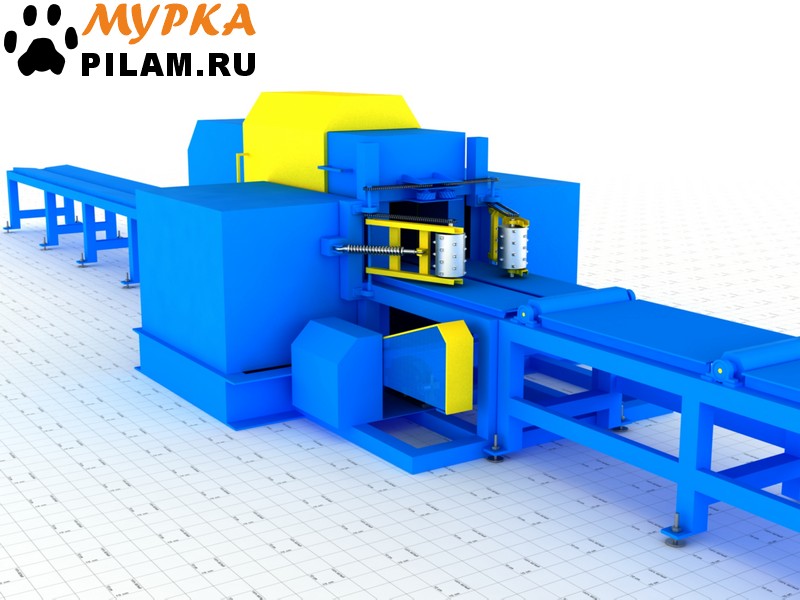
- Основное отличие модификации "М" от стандартного станка Вепрь 700 в том, что данный станок имеет два независимых пильных вала, смонтированных на подвижных опорах, что позволяет регулировать высоту получаемого лафета без снятия пил, простым вращением штурвала. Таким образом, существенно повышается гибкость и универсальность станка.
- Еще одно немаловажное для производств с ограниченными энергетическими ресурсами преимущество станка с двумя отдельными основными двигателями - возможность раздельного пуска этих двигателей, следовательно, в два раза меньшие пусковые токи по сравнению со станком Вепрь 700 такой же мощности, где используется один двигатель.
- На многопильный брусовальный станок Вепрь 700М могут быть установлены 2 или 4 пилы, диаметром 700, 800 или 900 мм. Максимальный диаметр устанавливаемых дисковых пил уточняется при заказе.
- Многопильный брусовальный станок в базовой комплектации оснащается быстрой электромеханической регулировкой расстояния между центральными пилами. Такая конструкция станка позволяет менять размер центрального лафета одним нажатием кнопки. По желанию заказчика станок может быть оснащен электронной системой задания расстояния между пилами.
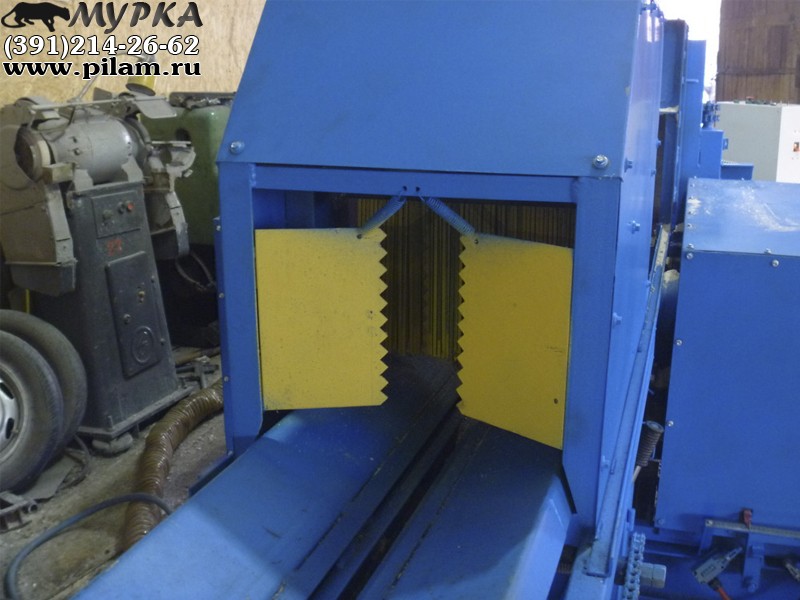
- В конструкции брусовального станка Вепрь 700М большое внимание уделено вопросу безопасности работы. Система предохранения от вылета доски или горбыля в обратную сторону включает два ряда когтевой защиты и боковые подпружиненные шторки, что соответствует самым высоким требованиям безопасности.
- Станок брусующий, в базовой комплектации оснащаются системой стабилизации бревна при пилении.
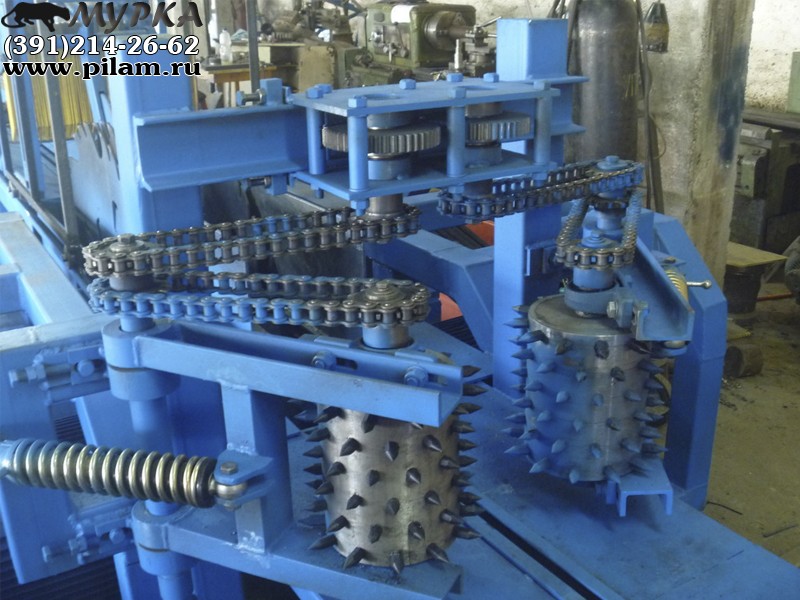
- Очень полезной опцией брусовальных станков Вепрь 700 и Вепрь 700М являются вытяжные "зубастые" рябухи, привод которых синхронизирован с приводом подачи бревна в зону пиления. Наличие этих рябух позволяет поддерживать пакет распиленного материала на выходе из станка и делает работу по приемке распиленной продукции более простой и безопасной для персонала и позволяет автоматизировать весь процесс работы линии по распиловке тонкомера.
- Скорость подачи бревна плавно регулируется оператором с пульта управления. Принцип управления - преобразование частоты напряжения, питающего привод подающей цепи и вытяжных рябух.
Принцип действия многопильного станка Вепрь 700М
Вепрь 700М относится к станкам проходного типа, т.е. при обработке движется заготовка, а сам обрабатывающий узел неподвижен. Бревно подается в пильный узел с помощью цепной подачи. В базовой комплектации станок оснащается системой плавной регулировки скорости подачи с пульта оператора, которая позволяет подбирать оптимальную скорость пиления в зависимости от различных условий, таких как диаметр бревна, твердость породы, промороженность и т.д. Пиление производится двумя или четырьмя пилами, расположенными на двух независимых параллельных (соосных) валах. Расстояние между внутренними пилами (высота лафета) быстро регулируется электромеханическим приводом. Расстояние между центральной и крайней пилой на одном валу (толщина необрезной доски) регулируется разлучками различной ширины. Каждый пильный вал вращается отдельным двигателем. Мощность главных двигателей определяется при заказе и может составлять от 2х15 до 2х75 кВт. При пилении двумя пилами на выходе получается лафет (двухкантный брус) и два горбыля. Если на станке установлено четыре пилы за один проход из бревна получается лафет, две подгорбыльных (необрезных) доски и горбыль с обеих сторон. Расклинивающие ножи, расположенные за пилами удерживают лафет и предотвращают затирание и перегрев пил. При изменении расстояния между центральными пилами, ножи автоматически настраиваются на новый размер, отдельная регулировка расклинивающих ножей не требуется. В зоне пиления, уже в базовой комплектации, предусмотрен специальный прижимной ролик, повышающий стабильность пиления и обеспечивающий точность размеров готовой продукции даже при работе с сырьем существенной кривизны.
Преимущества станка Вепрь 700М
- Рама станка выполнена с существенным запасом прочности, вибрации и любые деформации исключены полностью.
- Регулировка размеров выпиливаемого бруса происходит очень быстро, простым нажатием кнопки. Снятия пил не требуется.
- Пильные валы имеют по две полноценных надежных точки крепления. Такая конструкция обеспечивает стабильное и точное положение валов относительно друг друга, что гарантирует высокое качество поверхности и хорошую геометрию готовой продукции.
- Перемещение пильных узлов при регулировке расстояния между пилами происходит по высокоточным калиброванным направляющим. Параллельность направляющих гарантируется особой методикой их установки: направляющие для правого и левого пильных узлов - единое целое. Предусмотрена централизованная система смазки направляющих.
- Плавно-регулируемая скорость подачи позволяет осуществлять пиление в оптимальных режимах при различных условиях, таких как диаметр сырья, количество пил, твердость породы, промороженность, сохраняя при этом высокую производительность.
- Высокая степень индивидуализации станка. Благодаря большому количеству различных опций каждый заказчик может скомплектовать себе станок, который будет максимально подходит для решения именно его задач.
- Надежные механизмы защиты: когтевая защита + шторки на входе для предотвращения вылета горбыля, шторки на выходе для безопасности работника принимающего готовый материал, системы автоматической остановки подачи в случае нештатной ситуации.
Рекомендуем приобрести дополнительно
Возможности станка в базовой комплектации можно значительно увеличить, поэтому мы дополнительно рекомендуем приобрести:
- Параметры основных двигателей. Мощность основных двигателей - определяющий параметр брусовального станка. Для выбора оптимальной мощности двигателей необходимо сначала определится с производительностью станка (это можно сделать с помощью таблицы 2, показывающей зависимость производительности станка от скорости подачи пиломатериала), а затем, сопоставив необходимую вам скорость подачи, количество и диаметр пил и диаметр сырья в таблицах зависимости мощности двигателей от различных параметров (смотрите таблицы 3-8 ниже), можно понять какая мощность основных двигателей необходима вашему станку. Эти расчеты также могут произвести наши специалисты по Вашему запросу, для этого необходимо прислать нам информацию о том, какие диаметры вы планируете пилить, 2-мя, или 4-мя пилами (укажите ширину пропила, или марку пил) и какую производительность (по сырью) вы хотите получать. Типичные рекомендации выглядят следующим образом:
1. Для двух пил d=700 мм: минимальная необходимая мощность - 2х15 кВт, рекомендуемая - 2х18,5 кВт.
2. Для двух пил d=800 мм: минимальная необходимая мощность - 2х18,5 кВт, рекомендуемая - 2х22 кВт.
3. Для двух пил d=900 мм: минимальная необходимая мощность - 2х22 кВт, рекомендуемая - 2х30 кВт.
4. Для четырех пил d=700 мм: минимальная необходимая мощность - 2х22 кВт, рекомендуемая - 2х30 кВт.
5. Для четырех пил d=800 мм: минимальная необходимая мощность - 2х30 кВт, рекомендуемая - 2х37,5 кВт.
6. Для четырех пил d=900 мм: минимальная необходимая мощность - 2х37,5 кВт, рекомендуемая - 2х45 или 2х55 кВт.
- Устройство плавного пуска двигателя. Применяется в случае если необходимо снизить пусковые токи электродвигателей (ток, который нужен для запуска электродвигателя, называется пусковым). Как правило, пусковые токи электродвигателей в несколько раз (до 8) больше, чем токи, необходимые для работы в нормально-устойчивом режиме. Из-за этого пуск мощных двигателей может приводить к кратковременной нехватке энергии для другого подключенного к сети оборудования (падению напряжения). Или двигатели могут попросту не запуститься, даже если мощность трансформатора питающей подстанции достаточна для их работы (но недостаточна для пуска). Устройства плавного пуска позволяют снизить нагрузки на электрическую сеть и трансформатор, исключить падение напряжения в сети в момент пуска, а так же продлить ресурс электродвигателей за счет снижения жестких пусковых нагрузок.
- Диаметр, количество и производитель пильных дисков. Для того, чтобы помимо лафета и горбыля получать также 2 необрезные доски на пильном валу должно быть установлено 4 пилы. Диаметр пил влияет на максимальный диаметр распиливаемых бревен, так пилы диаметром 700 мм в зависимости от ширины центральной разлучки позволяют пилить бревна максимальным диаметром от 250 до 265 мм, а пилы 800 мм позволяют пилить бревна диаметром до 295-305 мм. Пилами 900 мм можно пилить бревна диаметром уже до 320-350 мм. Более подробно зависимости диаметров распиливаемых бревен от диаметра пил и расстояния между центральными пилами отображены в таблице технических характеристик станка, представленных ниже. Пильные диски можно заказать как отечественного производителя, так и известных мировых брендов, таких как Faba, Gass, Pilana или по согласованию. Так же вы можете заказать станок без пильных дисков, или купить их самостоятельно и прислать нам для установки на заказанный станок.
- Привод регулировки расстояния между пилами. В базовой комплектации привод регулировки расстояния между пилами - электромеханический. Оператор перемещает пильные узлы нажатием кнопки на отдельном блоке, установленном непосредственно на корпусе станка, и по аналоговой линейке и указателю контролирует расстояние между центральными пилами. Когда требуемое значение достигнуто, оператор отпускает кнопку перемещения. Опционально можно заказать электронную индикацию расстояния между пилами: в данном случае оператор будет перемещать пильные узлы нажатием кнопки на выносном пульте управления станка (с которого происходит управление и всеми остальными функциями станка), а расстояние между пилами будет высвечиваться на электронном цифровом дисплее, встроенном в этот пульт. Когда требуемое значение достигнуто, оператор отпускает кнопку перемещения. С этой опцией нет необходимости подходить к отдельному блоку управления расстоянием между пилами на станке, а так же повышается точность задания расстояния между пилами. Самый продвинутый и удобный вариант - это электромеханический привод в сочетании с электронным блоком управления: при наличии такой опции оператор на цифровой клавиатуре задает необходимое расстояние между пилами и нажимает одну кнопку, пильные узлы будут автоматически сдвигаться, или раздвигаться, настраиваясь на заданное значение. Такой механизм гарантирует максимально высокую точность и стабильность размеров готовой продукции.
- Модуль ЧПУ А1. В режиме реального времени автоматически определяет нагрузку, действующую на инструмент, и в соответствии с полученными данными регулирует скорость обработки. При фиксированной мощности двигателей привода пил максимальная суммарная глубина пропила и скорость подачи ограничены. Следовательно, чем больше суммарная глубина пропила, тем меньше должна быть скорость обработки. Станок Вепрь 700М, оборудованный приводом подачи бревен с возможностью плавной регулировки скорости, позволяют оператору управлять скоростью пиления в зависимости от того, какого диаметра обрабатывается бревно и соответственно какая общая суммарная глубина пропилов всех пил в данный момент обработки. Но оператор объективно не может абсолютно точно выдерживать оптимальную скорость обработки. В основном, скорость никогда не будет оптимальной, а в какие-то моменты времени скорость будет выше максимально допустимой, а в какие-то ниже минимально допустимой. При скорости ниже оптимальной станок работает ниже своих возможностей, не делает тот объем работы, который мог бы делать. При скорости ниже минимально допустимой происходит повышенный износ пил, появляется опасность "горения" пил. При скорости выше максимально допустимой, возникает перегрузка, которая переводит станок в "экстремальный" режим, что отрицательно сказывается на ресурсе основных составляющих (двигатели, шпиндели, инструмент) при этом качество обработки так же ухудшается. Блок системы управления Модуль А1 позволяет отслеживать текущую нагрузку на двигатель привода пил и, в зависимости от нее, автоматически изменять скорость подачи бревен в пильный узел. Использование данного блока является самым малозатратным способом повысить производительность станка без увеличения энергопотребления. Кроме того, использование данного блока исключает возможность возникновения экстремальных перегрузок, что увеличивает ресурс станка и уменьшает вероятность нештатных ситуаций. Блок управления Модуль А1 является отключаемым, т.е. оператор может в любой момент отключить систему автоматической обратной связи и продолжить пиление, вручную регулируя скорость подачи. На данном станке под нагрузкой работают два независимых двигателя. Обычно, нагрузка между ними распределяется равномерно, поэтому в большинстве случаев достаточно установить один блок управления Модуль А1 на один из двигателей. Устанавливать два блока (по 1 на каждый двигатель) имеет смысл, если планируется пилить 4-мя пилами бревна диаметром от 250 мм на высоких (15-20 м/мин) скоростях подачи.
- Приемный стол. После обработки бревно должно выходить на приемный стол, на котором происходит сортировка и разгрузка готового материала. Приемным столом может быть подающий стол следующего многопильного станка, в котором будет происходить распиловка лафета, либо отдельной независимой конструкцией.
- Система приводных рябух на выходе. Обычно при работе на станке необходим человек на выходе бревна, он не только сортирует полученный материал, но и помогает вытягивать из станка необрезные доски и горбыль, т.к. после распиловки цепной толкатель двигает только лафет в центре. Данная опция избавляет от необходимости принимать человеком распиленный брус на выходе. Две вертикальные приводные рябухи надежно вытягивают и необрезные доски и горбыль. Опция оптимальна при встраивании станка в автоматизированные линии по распиловке. Рябухи имеют ограниченный диапазон работы - 200 мм, т.е. их можно настроить на работу, например, с бревнами диаметром от 150 до 350 мм (стандартная заводская настройка), или от 100 до 300 мм.
- Секционность станины. При заказе можно ограничить максимальную длину одной секции станины станка для того, чтобы его можно было перевезти определенным автотранспортом или ж/д контейнером.
Таблица 1 - Технические характеристики
| Технические характеристики |
КБС Вепрь 700М |
| Максимальный диаметр бревна (в комле, расстояние между пилами 100/120/150 мм): |
| Для пил 700 мм |
220/225/240/260 |
| Для пил 800 мм |
270/275/285/300 |
| Для пил 900 мм |
320/325/335/345 |
| Расстояние между внутренними пилами, мм |
75-200 |
| Длина обрабатываемого бревна, мм |
1500-6500 |
| Скорость подачи, м/мин |
3-30 |
| Диаметр дисковых пил, внеш, мм |
700 (800, 900) |
| Количество дисковых пил, шт |
2 (4) |
| Толщина пропила, мм |
6-9 |
| Габаритные размеры станка, мм |
| Длина |
2500 |
| Ширина |
2300 |
| Высота |
1550 |
| Габаритные размеры подающего стола, мм |
| Длина |
7300 |
| Ширина |
600 |
| Высота |
950 |
| Мощность |
| Мощность приводов пильных валов, кВт |
2х22 (2х18,5, 2х75) |
| Частота вращения пильных валов, об/мин |
3000 |
| Мощность привода подачи, кВт |
1,1 (2,2) |
| Частота вращения привода подачи, об/мин |
1000 |
| Частота вращения дисковых пил (для пил 700/800/900 мм) об/мин |
1800/1600/1400 (По заказу) |
| Напряжение питания, В |
380 |
| Масса, кг |
3200 |
Комплект поставки
В базовой комплектации брусующий станок поставляется:
1. Станина станка.
2. Два перемещающихся по специальным направляющим пильных узла с независимыми пильными валами и саморегулирующимися расклинивающими ножами.
3. Привод перемещения пильных узлов при настройке толщины выпиливаемого лафета - электромеханический (управление с отдельного блока на корпусе станка).
4. Аналоговая линейка для настройки расстояния между центральными пилами.
5. Открытый нижний бункер для удаления отходов пиления, с дверцей и патрубком для подключения аспирации.
6. Привод вращения пил мощностью 2х22 кВт.
7. Прижимной стабилизирующий ролик в зоне пиления.
8. Подающий стол для бревен длиной до 6,5 метров.
- Цепная система подачи (толкатель) с плавно-регулируемой скоростью.
- Регулируемые створки направляющего желоба (регулировка - вращение штурвала).
10. Выносной пульт управления с амперметрами.
11. Защита от обратного выброса горбыля (боковая когтевая защита + верхние шторки на входе и выходе).
12. Сдвижной защитный кожух пильного узла.
13. Пилы с твердосплавными напайками диаметром 700 мм - 2 шт (Россия).
Скорость подачи заготовки
Максимальная скорость подачи сырья (скорость пиления) на практике ограничивается лишь мощностью двигателя привода пил, т.е. энергетическими ресурсами предприятия, эксплуатирующего станок. Пилы могут выдержать скорости подачи, далеко выходящие за рамки разумных и экономически целесообразных значений. Так, например, пила диаметром 800 мм с 27 (Gass 9*3WA) зубьями, при 1500 об/мин прекрасно будет работать при скорости подачи 25 м/мин. Но, во-первых, шероховатость поверхности получаемой продукции будет уже достаточно существенная и, во-вторых, чтобы пилить с такой скоростью 4-мя пилами с толщиной пропила 8 мм бревно диаметром 240 мм (получая лафет 120 мм + 2 необрезные доски по 40 мм + горбыль) необходима мощность порядка 200 кВт. А если увеличить количество зубьев у пилы, то, теоретически, можно пилить еще быстрее, но и мощность для этого потребуется еще больше.
У пил есть еще один, не менее важный (а на практике - более важный) параметр - минимальная скорость подачи. Рассчитывается параметр "подача на зуб" и для того, чтобы пилы работали в нормальном режиме, подача на зуб должна быть не менее 0,2 мм. Если подача меньше, то пила уже не "пилит", а "шлифует". Работая, таким образом, пила значительно быстрее тупится (в нормальном режиме перезаточка требуется через 250-300 кубических метров сырья, а при слишком медленной подаче уже через 30-40 кубических метров), а так же возникает опасность перегрева.
Оптимальным значением "подачи на зуб" можно считать диапазон от 0,2 до 0,4 мм, т.к. при нем пилы работают в рамках нормального режима и одновременно достигается наименьшая шероховатость распиливаемого материала (впрочем для брусующего станка шероховатость обычно не особо важна). При использовании пил с 27-28 зубьями, вращающихся со скоростью 1500 об/мин получается, что оптимальная скорость подачи составляет от 8,5 до 17 м/мин.
Производительность
Производительность станка зависит от множества факторов, но определяющим параметром является суммарная мощность основных двигателей приводов пил. Именно от мощности двигателей в основном зависит возможная скорость подачи, из которой, в свою очередь, и следует производительность. Поэтому, чтобы понять какой мощности нужны двигатели для Вашего станка, следует, в первую очередь, определиться с необходимой для достижения желаемой производительности скоростью подачи. Так же следует разделять станки с двумя пилами и четырьмя, т.к. работа совершаемая во втором случае, а следовательно и нагрузка на двигатели, практически в два раза больше. Внизу представлена таблица в которой отображена производительность станка при определенных скоростях подачи. Расчет произведен для пиловочника диаметром от 140 до 320 мм. Для того, чтобы понять, какая скорость подачи необходима вам, выберите в левом столбце средний диаметр сырья. Затем в этой же строке найдите желаемый объем переработки сырья в смену. Поднимитесь от этой ячейки вверх, чтобы понять, какая для переработки данного объема необходима скорость подачи. В "таблицах зависимости суммарной мощности (кВт)" основных двигателей станка Вепрь 700М от диаметра пиловочника и скорости подачи, подберите двигатели, позволяющие поддерживать желаемую скорость подачи.
Таблица 2 - Зависимость производительности станка Вепрь 700М от диаметра пиловочника и скорости подачи
|
Скорость подачи, м/мин |
| Диаметр пиловочника, мм |
8 |
10 |
12 |
14 |
16 |
| 140 |
29,5 |
36,9 |
44,3 |
51,6 |
59 |
| 150 |
33,9 |
42,3 |
50,8 |
59,3 |
67,8 |
| 160 |
38,5 |
48,2 |
57,8 |
67,5 |
77,1 |
| 170 |
43,5 |
54,4 |
65,3 |
76,2 |
87 |
| 180 |
48,8 |
61 |
73,2 |
85,4 |
97,6 |
| 190 |
54,4 |
67,9 |
81,5 |
95,1 |
108,7 |
| 200 |
60,2 |
75,3 |
90,3 |
105,4 |
120,5 |
| 210 |
66,4 |
83 |
99,6 |
116,2 |
132,8 |
| 220 |
72,9 |
91,1 |
109,3 |
127,5 |
145,8 |
| 230 |
79,7 |
99,6 |
119,5 |
139,4 |
159,3 |
| 240 |
86,7 |
108,4 |
130,1 |
151,8 |
173,5 |
| 250 |
94,1 |
117,6 |
141,2 |
164,7 |
188,2 |
| 260 |
101,8 |
127,2 |
152,7 |
178,1 |
203,6 |
| 270 |
109,8 |
137,2 |
164,6 |
192,1 |
219,5 |
| 280 |
118 |
147,6 |
177,1 |
206,6 |
236,1 |
| 290 |
126,6 |
158,3 |
189,9 |
221,6 |
253,3 |
| 300 |
135,5 |
169,4 |
203,3 |
237,1 |
271 |
| 310 |
144,7 |
180,9 |
217 |
253,2 |
289,4 |
| 320 |
154,2 |
192,7 |
231,3 |
269,8 |
308,4 |
Производительность по сырью в кубических метрах за смену 8 часов. Пиловочник длиной 6 метров, расстояние между толкателями 9 метров. Расчеты произведены с учетом простоев 15 минут на каждый час для обслуживания, настройки и других пауз в работе.
Инструмент
На станке Вепрь 700М используются пилы с твердосплавными напайками диаметром от 700 до 900 мм с небольшим количеством зубъев. Строго рекомендуется наличие зачистных ножей, способствующих удалению опила. Толщина пропила зависит от конкретного производителя. На выбор мы предлагаем пилы отечественных производителей или таких популярных брендов как Pilana (Чехия), Faba (Польша) или GASS (Польша). По желанию можно согласовать установку пил любого производителя.
Таблица 3 - Зависимость суммарной мощности основных двигателей станка Вепрь 700М от диаметра пиловочника и скорости подачи (для пил 2х700 мм)
| Для дисковых пил 2х700 мм |
| |
Скорость подачи, м/мин |
|
| Диаметр пиловочника, мм |
8 |
10 |
12 |
14 |
16 |
Высота получаемого лафета, мм |
| 140 |
16,5 |
20,6 |
24,7 |
28,8 |
32,9 |
100 |
| 150 |
18,6 |
23,2 |
27,9 |
32,5 |
37,1 |
100 |
| 160 |
20,8 |
26 |
31,2 |
36,3 |
41,5 |
100 |
| 170 |
22,8 |
28,6 |
34,3 |
40 |
45,7 |
100 |
| 180 |
24,9 |
31,1 |
37,3 |
43,5 |
49,8 |
100 |
| 190 |
26,9 |
33,6 |
40,3 |
47 |
53,7 |
100 |
| 200 |
28,8 |
36 |
43,2 |
50,4 |
57,6 |
100 |
| 210 |
30,7 |
38,4 |
46,1 |
53,7 |
61,4 |
100 |
| 220 |
32,6 |
40,7 |
48,8 |
57 |
65,1 |
100 |
| 230 |
34,4 |
43,1 |
51,7 |
60,3 |
68,9 |
100 |
| 240 |
34,6 |
43,2 |
51,9 |
60,5 |
69,2 |
120 |
| 250 |
36,5 |
45,6 |
54,7 |
63,8 |
72,9 |
120 |
| 260 |
35,3 |
44,2 |
53 |
61,8 |
70,7 |
150 |
Расчеты для толщины пропила 6,7 мм. Если фактическая толщина пропила отличается от расчетной, то табличное значение мощности необходимо скорректировать в той же пропорции, в которой соотносятся толщины пропила. Для расчета для большей скорости подачи необходимо увеличить мощность двигателей прямо пропорционально увеличению скорости подачи.
Таблица 4 - Зависимость суммарной мощности основных двигателей станка Вепрь 700М от диаметра пиловочника и скорости подачи (для пил 2х800 мм)
| Для дисковых пил 2х800 мм |
| |
Скорость подачи, м/мин |
|
| Диаметр пиловочника, мм |
8 |
10 |
12 |
14 |
16 |
Высота получаемого лафета, мм |
| 140 |
19,7 |
24,6 |
29,5 |
34,4 |
39,3 |
100 |
| 150 |
22,2 |
27,7 |
33,3 |
38,8 |
44,4 |
100 |
| 160 |
24,8 |
31 |
37,2 |
43,4 |
49,6 |
100 |
| 170 |
27,3 |
34,1 |
40,9 |
47,7 |
54,6 |
100 |
| 180 |
29,7 |
37,1 |
44,6 |
52 |
59,4 |
100 |
| 190 |
32,1 |
40,1 |
48,1 |
56,1 |
64,1 |
100 |
| 200 |
34,4 |
43 |
51,6 |
60,2 |
68,8 |
100 |
| 210 |
36,7 |
45,8 |
55 |
64,2 |
73,3 |
100 |
| 220 |
38,9 |
48,6 |
58,3 |
68,1 |
77,8 |
100 |
| 230 |
41,1 |
51,4 |
61,7 |
72 |
82,3 |
100 |
| 240 |
41,3 |
51,6 |
61,9 |
72,3 |
82,6 |
120 |
| 250 |
43,5 |
54,4 |
65,3 |
76,2 |
87,1 |
120 |
| 260 |
42,2 |
52,7 |
63,3 |
73,8 |
84,4 |
150 |
| 270 |
44,6 |
55,7 |
66,9 |
78 |
89,1 |
150 |
| 280 |
46,9 |
58,6 |
70,4 |
82,1 |
93,8 |
150 |
| 290 |
49,3 |
61,6 |
73,9 |
86,2 |
98,6 |
150 |
| 300 |
51,6 |
64,5 |
77,4 |
90,3 |
103,3 |
150 |
Расчеты для толщины пропила 8,0 мм. Если фактическая толщина пропила отличается от расчетной, то табличное значение мощности необходимо скорректировать в той же пропорции, в которой соотносятся толщины пропила. Для расчета для большей скорости подачи необходимо увеличить мощность двигателей прямо пропорционально увеличению скорости подачи.
Таблица 5 - Зависимость суммарной мощности основных двигателей станка Вепрь 700М от диаметра пиловочника и скорости подачи (для пил 2х900 мм)
| Для дисковых пил 2х900 мм |
| |
Скорость подачи, м/мин |
|
| Диаметр пиловочника, мм |
8 |
10 |
12 |
14 |
16 |
Высота получаемого лафета, мм |
| 140 |
20,4 |
25,5 |
30,6 |
35,7 |
40,8 |
100 |
| 150 |
23 |
28,8 |
34,5 |
40,3 |
46 |
100 |
| 160 |
25,7 |
32,2 |
38,6 |
45 |
51,5 |
100 |
| 170 |
28,3 |
35,4 |
42,5 |
49,5 |
56,6 |
100 |
| 180 |
30,8 |
38,5 |
46,2 |
53,9 |
61,6 |
100 |
| 190 |
33,3 |
41,6 |
49,9 |
58,2 |
66,5 |
100 |
| 200 |
35,7 |
44,6 |
53,6 |
62,5 |
71,4 |
100 |
| 210 |
38 |
47,5 |
57,1 |
66,6 |
76,1 |
100 |
| 220 |
40,3 |
50,4 |
60,5 |
70,6 |
80,7 |
100 |
| 230 |
42,7 |
53,3 |
64 |
74,7 |
85,4 |
100 |
| 240 |
42,8 |
53,6 |
64,3 |
75 |
85,7 |
120 |
| 250 |
45,2 |
56,5 |
67,8 |
79 |
90,3 |
120 |
| 260 |
43,8 |
54,7 |
65,7 |
76,6 |
87,5 |
150 |
| 270 |
46,2 |
57,8 |
69,4 |
80,9 |
92,5 |
150 |
| 280 |
48,7 |
60,8 |
73 |
85,2 |
97,3 |
150 |
| 290 |
51,1 |
63,9 |
76,7 |
89,5 |
102,3 |
150 |
| 300 |
53,6 |
67 |
80,3 |
93,7 |
107,1 |
150 |
| 310 |
48,8 |
61 |
73,2 |
85,4 |
97,6 |
200 |
| 320 |
51,4 |
64,3 |
77,2 |
90 |
102,9 |
200 |
Расчеты для толщины пропила 8,3 мм. Если фактическая толщина пропила отличается от расчетной, то табличное значение мощности необходимо скорректировать в той же пропорции, в которой соотносятся толщины пропила. Для расчета для большей скорости подачи необходимо увеличить мощность двигателей прямо пропорционально увеличению скорости подачи.
Таблица 6 - Зависимость суммарной мощности основных двигателей станка Вепрь 700М от диаметра пиловочника и скорости подачи (для пил 4х700 мм)
| Для дисковых пил 4х700 мм |
| |
Скорость подачи, м/мин |
|
| Диаметр пиловочника, мм |
8 |
10 |
12 |
14 |
16 |
Высота получаемого лафета и толщина необрезных досок, мм |
| *140 |
16,5 |
20,6 |
24,7 |
28,8 |
32,9 |
100 |
| *150 |
18,6 |
23,2 |
27,9 |
32,5 |
37,1 |
100 |
| *160 |
20,8 |
26 |
31,2 |
36,3 |
41,5 |
100 |
| 170 |
36,1 |
45,1 |
54,2 |
63,2 |
72,2 |
100+2х25 |
| 180 |
41,4 |
51,7 |
62,1 |
72,4 |
82,8 |
100+2х25 |
| 190 |
43,8 |
54,8 |
65,8 |
76,7 |
87,7 |
100+2х30 |
| 200 |
48,7 |
60,9 |
73,1 |
85,3 |
97,5 |
100+2х30 |
| 210 |
48,7 |
60,8 |
73 |
85,1 |
97,3 |
100+2х40 |
| 220 |
53,6 |
67 |
80,3 |
93,7 |
107,1 |
100+2х40 |
| 230 |
58,2 |
72,8 |
87,3 |
101,9 |
116,4 |
100+2х40 |
| 240 |
56,6 |
70,7 |
84,9 |
99 |
113,2 |
120+2х40 |
| 250 |
61,4 |
76,7 |
92 |
107,4 |
122,7 |
120+2х40 |
| 260 |
55,4 |
69,3 |
83,1 |
97 |
110,8 |
150+2х40 |
* - на диаметрах пиловочника 160 мм и менее работают только две пилы.
Расчеты для толщины пропила 6,7 мм. Если фактическая толщина пропила отличается от расчетной, то табличное значение мощности необходимо скорректировать в той же пропорции, в которой соотносятся толщины пропила. Для расчета для большей скорости подачи необходимо увеличить мощность двигателей прямо пропорционально увеличению скорости подачи.
Таблица 7 - Зависимость суммарной мощности основных двигателей станка Вепрь 700М от диаметра пиловочника и скорости подачи (для пил 4х800 мм)
| Для дисковых пил 4х800 мм |
| |
Скорость подачи, м/мин |
|
| Диаметр пиловочника, мм |
8 |
10 |
12 |
14 |
16 |
Высота получаемого лафета и толщина необрезных досок, мм |
| *140 |
19,7 |
24,6 |
29,5 |
34,4 |
39,3 |
100 |
| *150 |
22,2 |
27,7 |
33,3 |
38,8 |
44,4 |
100 |
| *160 |
24,8 |
31 |
37,2 |
43,4 |
49,6 |
100 |
| 170 |
43,1 |
53,9 |
64,7 |
75,5 |
86,2 |
100+2х25 |
| 180 |
49,4 |
61,8 |
74,1 |
86,5 |
98,8 |
100+2х25 |
| 190 |
52,4 |
65,5 |
78,5 |
91,6 |
104,7 |
100+2х30 |
| 200 |
58,2 |
72,8 |
87,3 |
101,9 |
116,4 |
100+2х30 |
| 210 |
58,1 |
72,6 |
87,2 |
101,7 |
116,2 |
100+2х40 |
| 220 |
64 |
80 |
96 |
11,9 |
127,9 |
100+2х40 |
| 230 |
69,5 |
86,9 |
104,3 |
121,7 |
139,1 |
100+2х40 |
| 240 |
67,6 |
84,5 |
101,4 |
118,3 |
135,2 |
120+2х40 |
| 250 |
73,3 |
91,6 |
109,9 |
128,2 |
146,5 |
120+2х40 |
| 260 |
66,2 |
82,7 |
99,3 |
115,8 |
132,3 |
150+2х40 |
| 270 |
72,6 |
90,7 |
108,9 |
127 |
145,2 |
150+2х40 |
| 280 |
78,6 |
98,3 |
118 |
137,6 |
157,3 |
150+2х40 |
| 290 |
78,5 |
98,1 |
117,7 |
137,3 |
156,9 |
150+2х50 |
| 300 |
84,5 |
105,6 |
126,7 |
147,9 |
169 |
150+2х50 |
* - на диаметрах пиловочника 160 мм и менее работают только две пилы.
Расчеты для толщины пропила 8,0 мм. Если фактическая толщина пропила отличается от расчетной, то табличное значение мощности необходимо скорректировать в той же пропорции, в которой соотносятся толщины пропила. Для расчета для большей скорости подачи необходимо увеличить мощность двигателей прямо пропорционально увеличению скорости подачи.
Таблица 8 - Зависимость суммарной мощности основных двигателей станка Вепрь 700М от диаметра пиловочника и скорости подачи (для пил 4х900 мм)
| Для дисковых пил 4х900 мм |
| |
Скорость подачи, м/мин |
|
| Диаметр пиловочника, мм |
8 |
10 |
12 |
14 |
16 |
Высота получаемого лафета и толщина необрезных досок, мм |
| *140 |
20,4 |
25,5 |
30,6 |
35,7 |
40,8 |
100 |
| *150 |
23 |
28,8 |
34,5 |
40,3 |
46 |
100 |
| *160 |
25,7 |
32,2 |
38,6 |
45 |
51,5 |
100 |
| 170 |
44,7 |
55,9 |
67,1 |
78,3 |
89,5 |
100+2х25 |
| 180 |
51,3 |
64,1 |
76,9 |
89,7 |
102,5 |
100+2х25 |
| 190 |
54,3 |
67,9 |
81,5 |
95,1 |
108,6 |
100+2х30 |
| 200 |
60,4 |
75,5 |
90,6 |
105,7 |
120,8 |
100+2х30 |
| 210 |
60,3 |
75,4 |
90,4 |
105,5 |
120,6 |
100+2х40 |
| 220 |
66,4 |
83 |
99,5 |
116,1 |
132,7 |
100+2х40 |
| 230 |
72,1 |
90,2 |
108,2 |
126,2 |
144,3 |
100+2х40 |
| 240 |
70,1 |
87,6 |
105,2 |
122,7 |
140,2 |
120+2х40 |
| 250 |
76 |
95 |
114 |
133 |
152 |
120+2х40 |
| 260 |
68,7 |
85,8 |
103 |
120,1 |
137,3 |
150+2х40 |
| 270 |
75,3 |
94,1 |
113 |
131,8 |
150,6 |
150+2х40 |
| 280 |
81,6 |
102 |
122,4 |
142,8 |
163,2 |
150+2х40 |
| 290 |
81,4 |
101,7 |
122,1 |
142,4 |
162,8 |
150+2х50 |
| 300 |
87,7 |
109,6 |
131,5 |
153,4 |
175,3 |
150+2х50 |
| 310 |
76 |
95 |
114 |
132,9 |
151,9 |
200+2х40 |
| 320 |
83,3 |
104,1 |
124,9 |
145,8 |
166,6 |
200+2х40 |
* - на диаметрах пиловочника 160 мм и менее работают только две пилы.
Расчеты для толщины пропила 8,3 мм. Если фактическая толщина пропила отличается от расчетной, то табличное значение мощности необходимо скорректировать в той же пропорции, в которой соотносятся толщины пропила. Для расчета для большей скорости подачи необходимо увеличить мощность двигателей прямо пропорционально увеличению скорости подачи.
#Станки_Мурка Четырехпильный брусующий станок Четырехпильный брусующий станок #Четырехпильный_брусующий_станок #Четырехпильный_брусующий_станок
#Станки_Мурка брусующий круглопильный станок Blausing a round -fingered machine #брусующий_круглопильный_станок #Blausing_a_round_-fingered_machine
#Станки_Мурка Четырехпильный брусующий станок Четырехпильный брусующий станок #Четырехпильный_брусующий_станок #Четырехпильный_брусующий_станок брусующий круглопильный станок Blausing a round -fingered machine #брусующий_круглопильный_станок #Blausing_a_round_-fingered_machine
| № |
Наименование места |
Длина, м |
Ширина, м |
Высота, м |
Масса, кг |
Объем, м³ |
|
|
|
|
∑: |
2500 |
8.91 |
| 1 |
Станок в сборе |
2.5 |
2.3 |
1.55 |
2500 |
8.9125 |
|
Срок поставки: 45-55 рабочих дней
(г. Ижевск)
|
С этим товаром покупают:
|