Полуавтоматический трубогибочный станок с ЧПУ МС DW38NC
Новая модификация трубогиба «Качок»с электроприводом позволяет увеличить производительность при одновременной прокатке несколько профильных труб небольшого размера.Например: 4 по 15х15 или 3 по 20х20 мм. Конструктивная особенность этого трубогиба: три ведущих вала. На ручке, вращающей приводной механизм, установлен мотор-редуктор, что существенно увеличивает производительность и облегчает работу.
Технические характеристики:
Круглый пруток, мм все размеры до 18
Полосовая заготовка, мм 60 х 5; 40 х 10; 30 х 10 х 20 х 10;
Трубы круглого сечения, мм 15 х 1; 20 х 1; 25 х 1; 30 х 1
Трубы прямоугольного сечения, мм 60х30х2, 40х40х1; 30х30х2; 25х25х2;
Вес, кг 35/42
Габариты, мммммммм 400 х 400 х 470
Особенности:
За счет универсальности, трубогиб «Качок» необходим в мастерских, где часто нужно выполнять индивидуальные, срочные заказы;
Покупатели ценят «Качок» за универсальность, надежность и мобильность;
Для обслуживания трубогиба нужно периодически смазывать винт прижимного ролика и шестерни;
Оборудование произведено в России.
Оправки в комплекте
Для труб и полосы - от 10х10 до 50х50 мм;
Для труб Ø20, Ø25, Ø30;
Для полосы «на ребро»;
Полоса плашмя 60х5 мм
Максимальные параметры обрабатываемых материалов:
труба круглая - максимально Ø 30,
труба профильная - максимально 50х50 мм,
полоса «на ребро» 4х30 мм.
полоса «плашмя» - 40х10 мм, 60х5 м
Описание
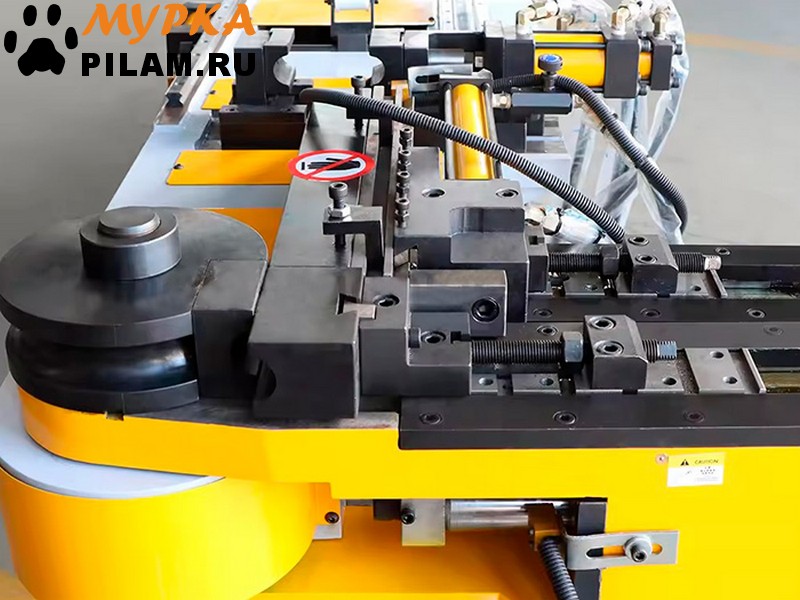
Полуавтоматический трубогибочный станок DW38NC предназначен для гибки различных видов труб (круглая, квадратная, профильная труба) с маркировкой CE, ISO90001. Станок способен работать с различными материалами труб, такими как: низкоуглеродистая сталь, нержавеющая сталь, медь, алюминий и т.д. Оборудован системой гидравлического зажима трубы и сдвига дорна, обеспечивая высокую точность гибки до (±0,1º). Наличие плавающей системы прижима позволяет избежать повреждений поверхности трубы по радиусу. Головка машины литая, что гарантирует долговечность и надежность;
|
Технические характеристики
|
DW38NC |
| Код номенклатуры |
КА-00070826 |
| Страна-производитель |
Китай |
| Максимальный радиус гиба, мм |
175 |
| Максимальный диаметр трубы, мм |
38.1 |
| Максимальная толщина стенки, мм |
2 |
| Максимальный угол гиба, ° |
185 |
| Кол-во шагов для формирования процесса гибки одной трубы, шт. |
16 |
| Перемещение и подачи |
|
| Рабочая скорость гибки, °/с |
45 |
| Точность |
|
| Точность гиба, ° |
±0.1° |
| Точность поворота, ° |
±0.1° |
| Точность перемещения, мм |
±0.1 |
| Параметры подключения |
|
| Объем масляного бака, л |
120 |
| Мощность двигателя гидравлической системы, кВт |
4 |
| Рабочее давление, МПа |
15 |
| Габариты |
|
| Длина, мм |
2540 |
| Ширина, мм |
650 |
| Высота, мм |
1250 |
| Вес, кг |
545 |
Рекомендации
- Полуавтоматические трубогибочные станки широко используются в промышленном производстве, строительстве и монтаже, автомобильной промышленности, мебельном производстве, а также в сферах сантехники и отопления;
- Станки серии NC идеально подходят для выполнения простых гибов в одной плоскости. Они предназначены как для штучного, так и для серийного производства изделий. Эти станки обеспечивают необходимую точность и стабильность процесса гибки, что позволяет эффективно выполнять задачи средней сложности и оптимизировать производственные процессы. Их простота в эксплуатации и настройке делает их отличным выбором для небольших производственных партий и индивидуальных заказов
Комплектация cтандартная:
- Набор роликов, прижимных матриц и дорн под один типоразмер трубы;
- Инструменты и расходники для технического обслуживания станков;
Комплектация дополнительная:
- Разглаживатель: используется для гибки труб большого диаметра с малым радиусом, например, D = 50,8 мм при радиусе гиба, равном 2D трубы или меньше. Также его использование может потребоваться при определённых условиях и типах труб. Разглаживатель изготавливается из бронзового сплава. Его основная функция — поддерживать ровное прилегание поверхности трубы к гибочному ролику, чтобы улучшить качество гибки и предотвратить смятие и появление гофр на месте изгиба. Разглаживатель следует менять после приблизительно 500 изгибов;
- Дорн: приспособление предназначено для выполнения изгибов труб без утончения стенки и предотвращения овальности, а также в некоторых случаях исключает разрыв трубы. Стандартный тип представляет собой металлический стержень. При радиусе изгиба менее 2 диаметров трубы рекомендуется использовать "шариковый дорн" (или гибкий дорн);
- Функция "Бустер": принцип работы бустера прост: во время гибки намоткой на трубу создается значительное осевое давление (от 5 до 25 тонн) в направлении гиба, что приводит к дополнительному наплыву металла в месте изгиба. В результате уменьшается утонение стенки и увеличивается утолщение внутренней части. С мощным бустером утонение стенки можно сократить до 8-12% даже при гибке с радиусом Rср = 1 Дт;
Гибка на данной серии станков осуществляется в автоматическом режиме при помощи гидропривода, в то время как подача и поворот трубы выполняются вручную. Управление гибочным узлом осуществляется через современный ПЛК контроллер, который позволяет управлять углом гиба и запоминать до 16 шагов процесса. Этот контроллер обеспечивает не только удобство в настройке, но и простоту эксплуатации. С его помощью Вы можете точно задавать и контролировать угол гибки изделия.
Механический блок остановки и автоматическая система смазки обеспечивают стабильность и безопасность работы станка. Благодаря специальной системе управления дорном, процесс гибки становится более точным и эффективным. Станок оснащен педалью для безопасного старта и возможностью аварийной остановки работы. Датчики защитной системы контролируют процесс работы, обеспечивая надежную защиту от возможных аварийных ситуаций. В случае обнаружения любых неполадок или опасных ситуаций, станок автоматически остановится, предотвращая возможные травмы или повреждения оборудования.
#станки_миасс #Miass_machines станки миасс, Miass machines,
купить профилегибочный станок электрический buy an electric roll forming machine #купить_профилегибочный_станок_электрический #buy_an_electric_roll_forming_machine
установка контроллеров на профилегибочный станок installation of controllers on a roll forming machine #установка_контроллеров_на_профилегибочный_станок #installation_of_controllers_on_a_roll_forming_machine
профилегибочный дорновый станок гидравлический hydraulic mandrel profile bending machine #профилегибочный_дорновый_станок_гидравлический #hydraulic_mandrel_profile_bending_machine
| № |
Наименование места |
Длина, м |
Ширина, м |
Высота, м |
Масса, кг |
Объем, м³ |
|
|
|
|
∑: |
545 |
1.99 |
| 1 |
Полуавтоматический трубогибочный станок с ЧПУ МС DW38NC |
2.450 |
0.650 |
1.250 |
545 |
1.9906250000000003 |
|
Срок поставки: 3-60 рабочих дней
(г. Москва)
|
Товар: 16:03, 31.03.25
Цена: 16:03, 31.03.25
|